
聊聊DOE在产能提升中的应用
对于工艺人员来讲,节拍(JPH)是其工艺设计时的一个重要指标,产能提升就是就是产线JPH持续提高的过程。
常见的手段诸如:装配工艺优化,比如组合件上大线装配、调整装配顺序、增加工位;添加设备,比如增加自动化设备、增加辅助定位设备、增加辅助安装工装等、同工位多设备功能集成;增加作业人员、提升员工熟练度;提升物流效率减少等待时间等。
通常情况下,工艺人员在采取手段的时候,只能一样一样试。为达成目标(JPH达标)所采取的的措施未必是最优的!那怎样才能以最少的投入,使产能达标呢?我们今天主要聊聊DOE在这方面的应用。
DOE,即DESIGN OF EXPERIMENT(试验设计)。通俗理解就是:对于一个过程,梳理影响输出的关键因子及其取值范围,经过DOE以关键因子的最佳取值而获取该过程的最佳输出。好了,废话少说,我们步入今天的主题。
假设某生产线有i个工位,第i工位工时Ti,误差△i,瓶颈工序第x工序。
首先,我们来看看计算下工序平衡率:η=∑Ti/(i*Tx)=i*T(——)/i*Tx=T(——)/Tx≤1。那么工序平衡率η如何取得较大值呢?
第一种情况:工位工时均值T(——)越大,工序平衡率η越高。T(——)=∑Ti/i,我们可以通过增减工位数i来获取不同的T(——),总有某个时刻,T(——)最大!当然,上述产能提升的措施都对η有影响;
第二种情况:瓶颈工序Tx越小,工序平衡率η越高。那么Tx最小能是多少呢?Tx≥T(——)!即理想情况下,每道工序工时都一样,Tx=T(——)。因此,为了提升工序平衡率,理论上,我们可以增减i,来稀释瓶颈工序;当然,上述产能提升的措施都对η有影响;
结论:η的影响因素有i,Tx
其次,我们再来谈谈下单台车从上线到下线的总时长To:
单台车从上线到下线所需总时长设为To(越小越好),那么:To=∑Ti±√∑△i2 ,根据概率法,To~N(∑Ti,(√∑△i2)/3),大概上(99.7%),To将落在下图±3σ范围内。假如经过换算,当To落在下图达产线左侧,产能才能达标,那么在当前情形下,其可能性将只有达产线左侧正态分布线下面积所代表的的概率,换句话说,其过程能力CPK是严重不足的!提升过程能力的途径就是能够使得下图正态分布图整体左移(首要)、正态分布曲线收敛的措施!
结论:日下线产品数量n=T日工作时长/T末道工序工时≥T日工作时长/Tx=T日工作时长*η/T(——)=T日工作时长*η*i/To
显见,影响因素有i,η,To。
最后,引出今天的主题影响产能的因子有哪些?DOE怎么开展?
第一步:列出我们的过程参数
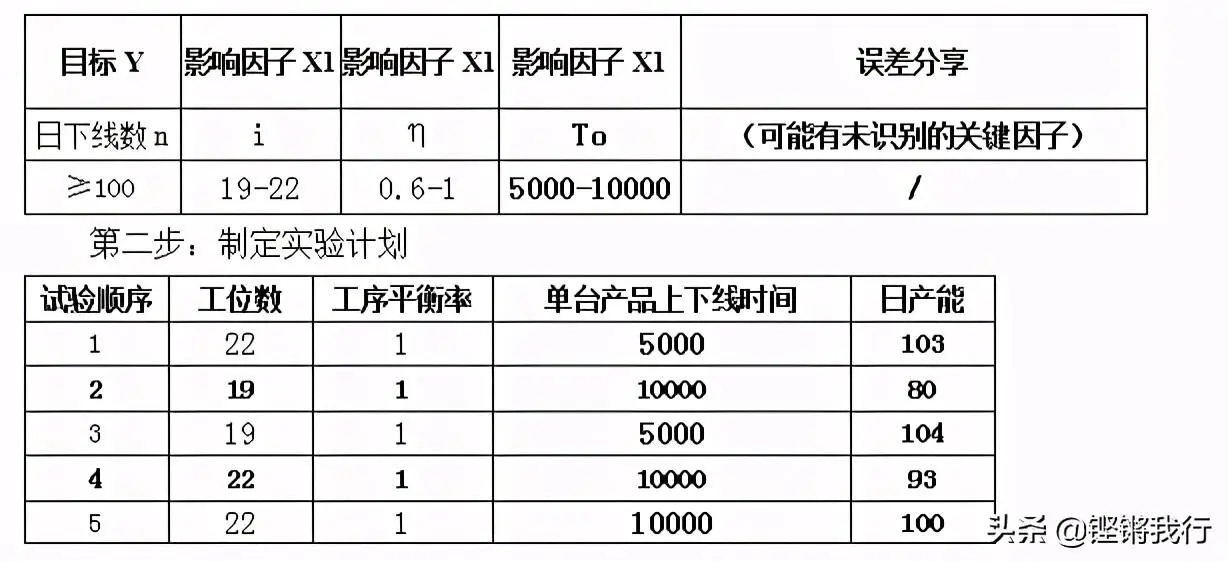

注:上述日产能最好是产线实际生产获取,也可以是试制线试制获,试制时调整参数方便(优化装配顺序、组合装配····)。
第三步:数据分析,让数据说话!
1、主效应图
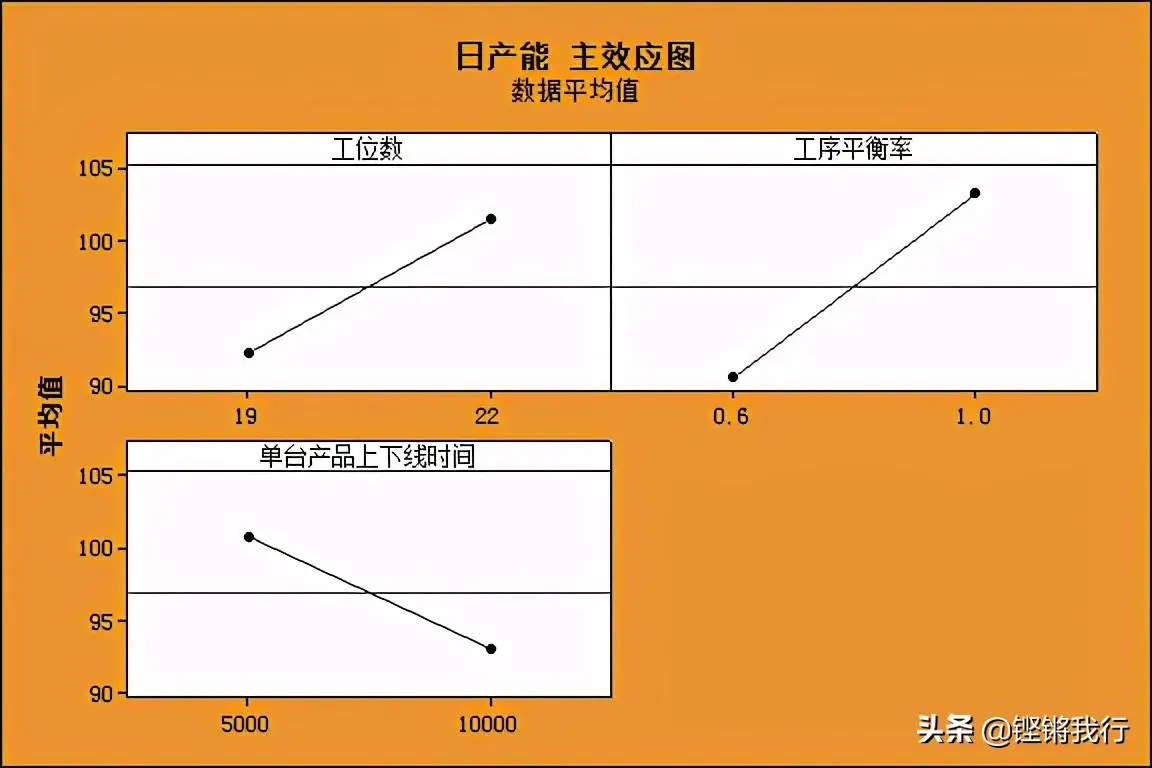
从主效应图上,我们可以看到:工位数i、工序平衡率η越大,日产能越高,其中η的影响更显著,即:必要情况下宁可增加工位以提升η!
2、二阶效应图
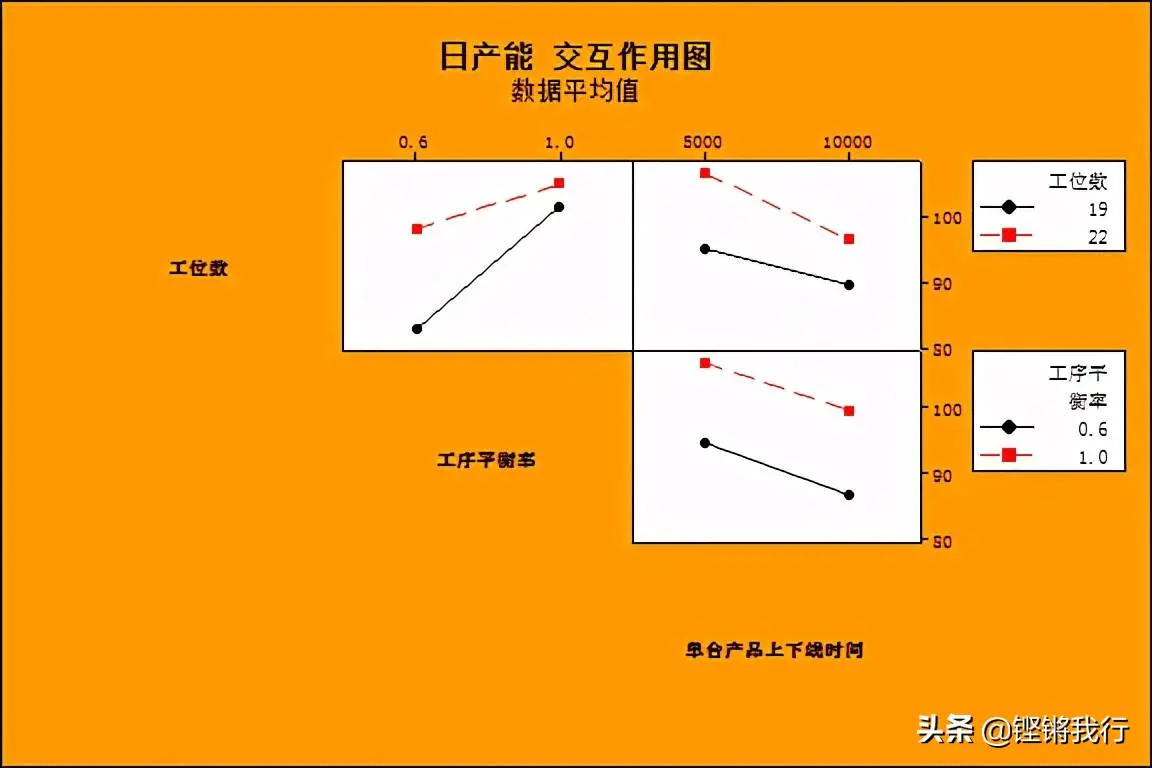
从二阶效应图上,我们可以看到:工位数i、工序平衡率η是存在相互影响的,工序平衡率η与单台产品上下线时间几乎无交互影响,工位数与单台产品上下线时间存在交互影响!
1、三阶效应图
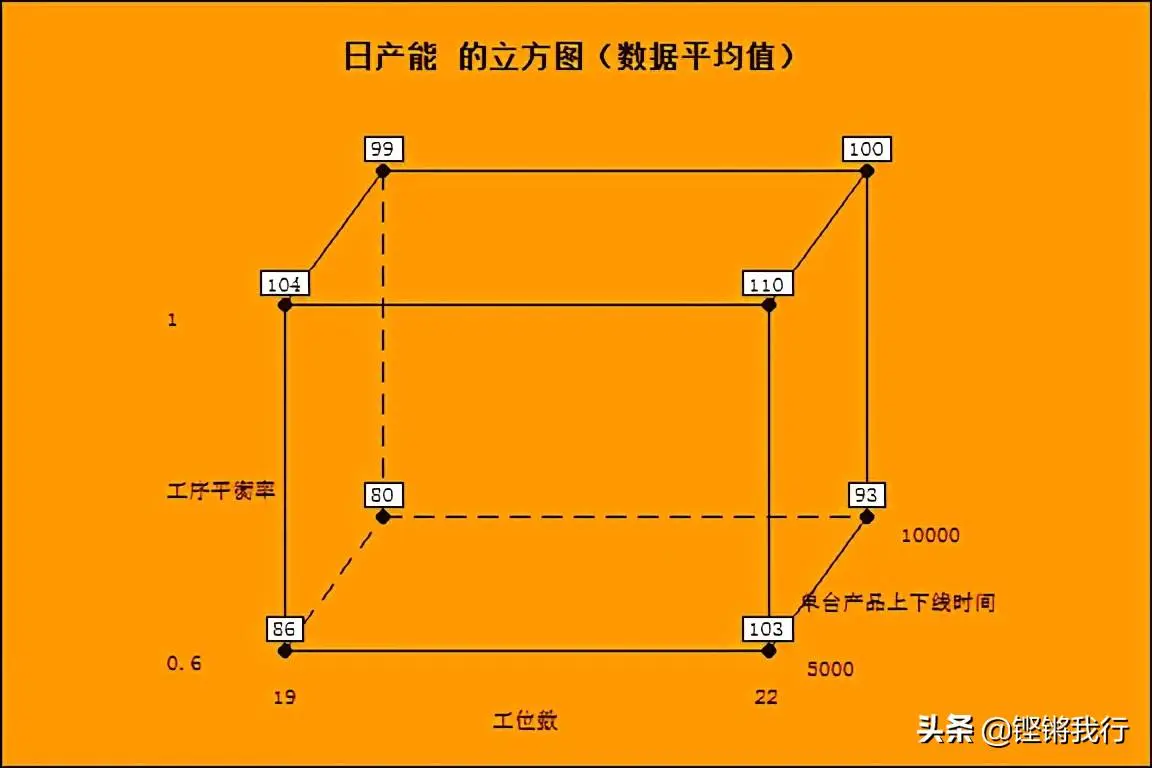
从三阶效应图上,我们可以看到:日产能最大的为110,此时各个参数取值为:工位数i=22,工序平衡率η=1,单台产品上下线时间=5000。拟合公式为:
n=-135.875+10.75*i+226.458*η-0.00175*To - 9.58*i*η+0.00025*η*To
怎么样?产能提升也能用到DOE,是不是很神奇?
文章来源于网络,如若侵权,请联系站长删除。
本站承接各类商务合作,如有合作需求,请联系我们。
相关推荐
-
手机到底有没有必要贴膜(钢化膜的品类推荐)
我每天都能发布许多手机新资讯,但我发现大家关心新手机的同时,还会关心新的手机该买哪种钢化玻璃膜、以及哪一种手机壳。事实上,手机壳如何选择,我还真的没有太好的推荐,毕竟手机壳的外观形态太多样化了,很...
-
拼多多代运营一般多少钱?(怎么收费?)
如果想要请拼多多代运营,那自然也需要先去了解它的收费一般是多少钱,具体有哪些收费模式呢?我会在下文中一一给各位揭晓。 第一种收费模式: 纯服务费 拼多多商家只需要向代运营公司支付服务费,没有提点!这种是...
-
淘宝小二运营怎么做?(有什么工作技巧?)
淘宝小二是淘宝平台上的客服人员,主要负责处理买家的咨询、投诉和售后服务等工作。淘宝小二的运营工作是非常重要的,它直接关系到淘宝平台的用户体验和卖家的销售业绩。下面我们来详细了解一下淘宝小二的运营工...
-
淘宝子账号实人认证怎么弄(新版实人认证操作)
关键词:淘宝子账号实人认证 适用行业:不限 适用卖家规模:不限 为了更好地管理店铺,很多商家都会设置子账号。淘宝子账号也能更好地做好分工。子账号一般由店主设置,分配好每个子账号的身份和工作内容,让店铺...
-
如何建立一个成功的MES(详细步骤攻略分享)
制造执行系统(MES)是一种为制造业企业提供实时生产过程控制、管理和监视的信息系统。一个成功的MES系统可以帮助企业提高生产效率,降低成本,提高产品质量,提高客户满意度等。下面是一些关键步骤来建立一个成...
-
怎么申请拼多多运营?(运营是做什么的?)
拼多多作为中国最大的社交电商平台之一,为众多商家和创业者提供了广阔的发展机会。对于想要进入拼多多平台进行运营的人来说,了解如何申请拼多多运营是至关重要的。本文将为您详细介绍如何申请拼多多运营,并探...
-
小红书认证和不认证的区别(小红书认证有什么好处)
小红书作为年轻人的生活方式平台,今年突然发力,月活已经超过1亿,在抖音、快手蓝v企业号已经如日中天时,小红书终于开启了企业号,今天米哥来说说为什么要开小红书企业号?小红书企业号到底有什么优势呢? 米哥...
-
淘宝运营一家网店需要多少钱?(有哪些费用?)
对淘宝卖家来说,淘宝店铺的运营工作是十分重要的,因为运营好一家店铺,需要对店铺的各个工作都需要做到位,而且还需要做好,这样才能够盈利,那么大家是否了解开一家淘宝网店需要准备多少钱呢? 一、交保证金 虽...
-
淘宝店铺运营怎么操作?(店铺运营基础有哪些?)
淘宝上开店的卖家比较多,各个店铺之间的竞争是非常激烈的,不少卖家会需要掌握店铺的运营技巧,才能获得更好的发展,但是具体淘宝店铺运营该怎么操作了? 1、从视觉的角度,建议产品是有主题有调性的,从产品的包...
-
淘宝店铺运营主要有哪些人员?(如何解决店铺问题?)
淘宝店铺在经营时,就需要一些运营人员来进行店铺维护的,对于一些新店来说,在刚开始时都是自己在经营店铺的,但是店铺发展后期越来越大来,一个人肯定忙不过来了,这个时候就需要聘用运营人员了。那么淘宝店铺...